

Ogni anno in Italia si producono 800.000 tonnellate di RAEE (rifiuti di apparecchiature elettriche ed elettroniche). Queste apparecchiature contengono sostanze pericolose che, se disperse, vanno a contaminare l’ambiente e quindi necessitano di uno smaltimento particolare. A questa categoria appartengono i gas refrigeranti usati nei frigoriferi e condizionatori: i CFC conosciuti anche come freon. Questi composti hanno un GreenHouse Potential (GWP) di 1430 e sono i principali imputati dell’allargamento del buco dell’ozono.
Il sistema di Ulix Innovation è in grado di aspirare freon e olio dai frigoriferi esausti e recuperare il gas con un’efficienza vicinissima al 100% e con una purezza superiore al 99% tale per cui può essere riutilizzato per nuovi apparecchi. Il ciclo funziona come segue:
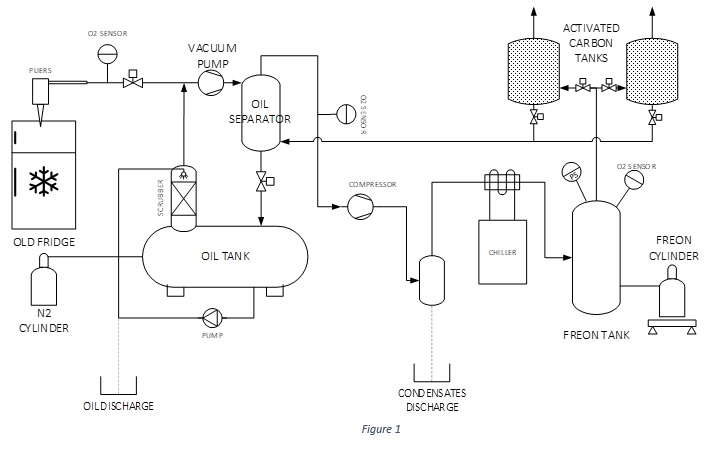
L’operatore, mediante una pinza di nostra creazione, fora il tubicino di rame dov’è contenuto il gas; quando il sistema di controllo dà tutti i consensi, si accende la pompa per vuoto che assorbe olio e freon. Il freon viene separato dall’olio in un disoleatore: l’olio viene raccolto in un serbatoio di stoccaggio, mentre il freon prosegue il suo percorso. Dopo essere compresso per mezzo di un compressore e raffreddato sotto il suo punto di liquefazione viene stoccato in un serbatoio, e quindi in una bombola dedicata. L’olio viene ulteriormente purificato strippando il gas in esso disciolto e recuperato. Nel caso in cui vi sia aria all’interno del circuito, un pressostato farà scattare lo sfiato del serbatoio del gas: l’aria passerà per un filtro di carboni attivi ed emessa in atmosfera e il freon contenuto in essa verrà a sua volta recuperato mediante la rigenerazione dei carboni attivi.
A causa del suo forte impatto ambientale, i freon sono stati via via sostituiti dall’R600 e dai refrigeranti A2L. Nel caso di questi composti, e in particolar modo dell’R600, l’impianto prevedrà alcune sicurezze ulteriori per via del rischio di infiammabilità in modo da renderlo conforme alla normativa ATEX.
Pertanto, un sensore monitorerà la concentrazione di ossigeno nei 3 punti più critici dell’impianto e prima che venga aperta la valvola al collettore per l’aspirazione del gas dalla pinza, dovranno essere verificati ulteriori consensi. Nel caso in cui fosse rilevato nel sistema, una concentrazione di ossigeno superiore al LOC (Limiting Oxygen Concentration), un purging di azoto verrà attivato soffiando via l’ossigeno presente nelle tubazioni.
L’impianto è completamente automatico e gestito da PLC anche in remoto ed eventualmente interconnesso con i sistemi informatici di fabbrica conforme al piano Industria 4.0 con cui è possibile ottenere l’iper-ammortamento del 40%.
VANTAGGI DELLA TECNOLOGIA “ULIX INNOVATION”
– Alta efficienza di recupero (< 1ppm)
– ZERO costi di smaltimento
– Bassa manutenzione dell’impianto
– Impianto compatto e facilmente movibile
SERVIZI OFFERTI DA “ULIX INNOVATION”
– Studio e ottimizzazione del processo produttivo esistente
– Sezioni di training del personale per il completo utilizzo dell’impianto
– Avviamento e monitoraggio del sistema presso sede del cliente
– Teleassistenza in remoto per verificare il corretto funzionamento dell’impianto
